



钢丝绳铝合金压制接头—纤维芯
| 联系人: | 刘经理 |
|---|---|
| 手机: | 15389049158 |
| 电话: | 029-88627102 |
| 传真: | 029-88627103 |
| 邮 箱: | 530606037@qq.com |
| 邮 编: | 710082 |
| 地 址: | 西安玉祥门天朗蔚蓝机电广场二期3B026 |
| 留言咨询 更多信息 | |
| 分享: |

|
摘要
钢丝绳铝合金压制接头技术要求
产品介绍
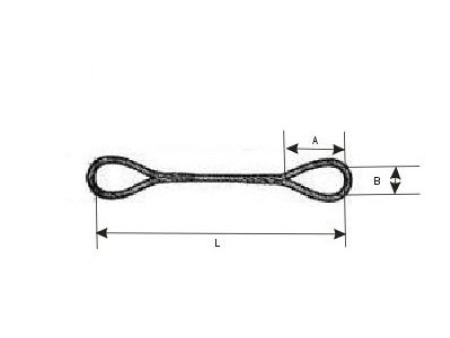
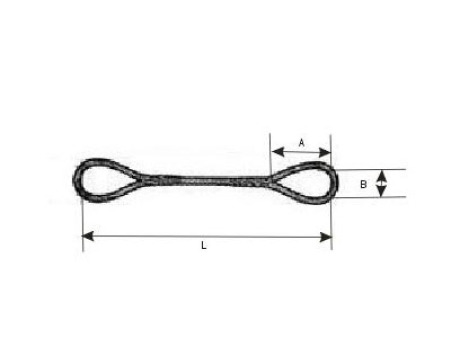
钢丝绳铝合金压制接头—纤维芯
执行标准GB6946,GB/T 16762
产品编码
钢丝绳公称直径mm
钢丝绳公称抗拉强度
吊环参数
A×B
钢丝绳类别
1670
1770
工作极限载荷 KN
mm
9-001F01
9-001F02
9-001F03
6
7
8
3.32
4.52
5.91
3.52
4.79
6.26
120×60
140×70
160×80
6×19(b)
9-001F04
9-001F05
9-001F06
9
10
11
7.48
9.23
11.2
7.92
9.78
11.8
180×90
200×100
220×110
9-001F07
9-001F08
9-001F09
12
13
14
13.3
15.6
18.1
14.1
16.5
19.2
240×120
260×130
280×140
9-001F10
9-001F11
9-001F12
16
18
20
22.7
28.7
35.5
24.1
30.5
37.6
320×160
360×180
400×200
6×37(b)
9-001F13
9-001F14
9-001F15
22
24
26
42.9
51.1
59.9
45.5
54.1
63.5
440×220
480×240
520×260
9-001F16
9-001F17
9-001F18
28
30
32
69.5
79.8
90.8
73.7
84.6
96.2
560×280
600×300
640×320
9-001F19
9-001F20
9-001F21
34
36
38
103
115
128
109
122
136
680×340
720×360
760×380
9-001F22
9-001F23
9-001F24
40
42
44
142
156
172
150
166
182
800×400
840×20
880×440
9-001F25
9-001F26
9-001F27
46
50
54
180
213
248
191
225
263
920*460
1000*500
1180*540
6×61(b)
9-001F28
9-001F29
9-001F30
58
62
64
286
327
348
303
347
369
1160*540
1240*620
1280*640
9-001F31
9-001F32
9-001F33
68
72
76
393
441
491
417
467
521
1360*680
1440*720
1520*760
技术要求
一、 一般要求
(一)接头材料
1、 接头所使用的扁椭圆管推荐采用GB 3191中LF2、LF21铝合金材料制造。化学成分应符合GB 3190的规定。机械性能:抗拉强度σb≥170MPa,延伸率δ5≥20%。
2、 化学成分应按GB 6987规定的方法进行测定。机械性能应按GB 3191规定的方法进行试验。
3、 扁椭圆管的规格系列及偏差要求见附录A(补充件)。
4、 扁椭圆管表面应光滑、无毛刺,不得有裂纹、机械损伤及其他明显缺陷。
5、 用超声波探伤检查管的内部缺陷,不允许有缩孔、裂纹、分层、夹渣等。
(二) 钢丝绳
1、 与接头相匹配的钢丝绳应符合GB 1102、GB 8918中所规定的圆股钢丝绳,并必须附有质量证明书。
2、 钢丝绳公称抗拉强度不得大于1 770MPa。
(三) 使用条件
1、 接头在使用中不允许受弯。
2、 接头工作环境温度范围-40~+150℃。
二、接头质量要求
(一) 钢丝绳与扁椭圆管
1、 采用套环时,包络套环的钢丝绳不得有松股现象,应贴合紧密、平整,在加压之后应满足3.3.2条的规定。
2、 当无套环时,接头到绳套内边的距离L必须大于或等于3倍的吊钩宽度(B)或15倍钢丝绳直径(d),
3、 加压前钢丝绳端部不得松散。
(二)接头的压制
1、 压制前,模具的接合面和膜膛应清洁,模具磨损到不能满足表1中基本尺寸要求时应予报废。
2、 压制时必须按接头号选用相应的压制模具。
3、 接头必须在压力机上一次缓慢压制成型。
4、 压制接头的扁椭圆管长轴必须与加压方向一致(见图3),上、下模具的接触面在加压终了必须接触。
5、 在压制过程中不得损伤钢丝绳。
(三)接头外观质量
1、 接头表面应光滑,无裂纹,无飞边、毛刺。
2、 接头基本参数应符合表1的规定。
3、 C型压制接头,钢丝绳端部应封在接头内部,距接头户端不得大于0.5d;A型和B型接头,钢丝绳端部必须超出接头0.5~1.0d.
4、 接头合模错移量: 径向不得超过0.5 mm; 轴向不得超过1 mm。
5、 接头圆度公差不得超过1 mm。
(四)接头强度
接头应能承受钢丝绳最小破断拉力的90%的静载荷以及承受钢丝绳最小破断拉力15%~30%的冲击载荷。
相关推荐更多>>
-
![钢丝绳吊索-插编索扣(纤维芯)]()
钢丝绳吊索-插编索扣(纤维芯)
-
![钢丝绳吊索-插编索扣(钢芯)]()
钢丝绳吊索-插编索扣(钢芯)
-
![钢丝绳无接头插编索具]()
钢丝绳无接头插编索具
-
![钢丝绳吊带]()
钢丝绳吊带